


 扫一扫
扫一扫

上沅工程技术(天水市分公司)专业生产销售 桁架支座。上沅工程技术(天水市分公司)严格执行“精益求精,增强顾客满意;精益求进,实现持续发展”的质量方针,建立起完善的售前咨询、售后回访服务体系,真诚地与用户建立起长期密切合作关系。优异的产品和卓越服务受到广大用户的青睐与国内外广泛赞誉,成为z u i值得尊敬和信赖的合作伙伴。上沅工程技术(天水市分公司)始终坚持“诚信立业,追求卓越,合作共赢,共同发展”,竭诚欢迎各界朋友来厂参观指导,洽谈业务。我们愿与您携手共进,互惠双赢,共创未来!


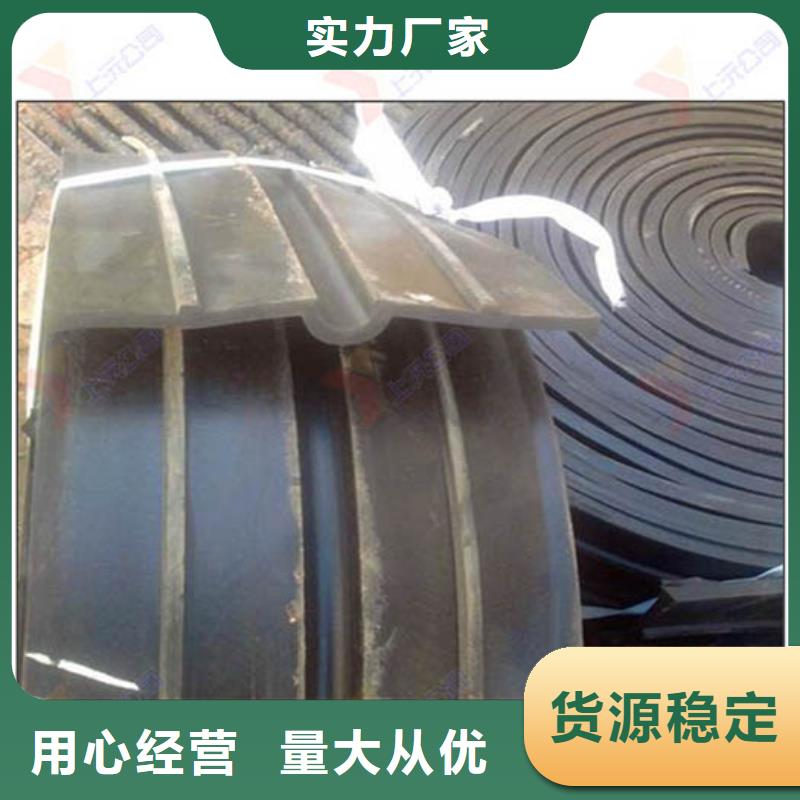
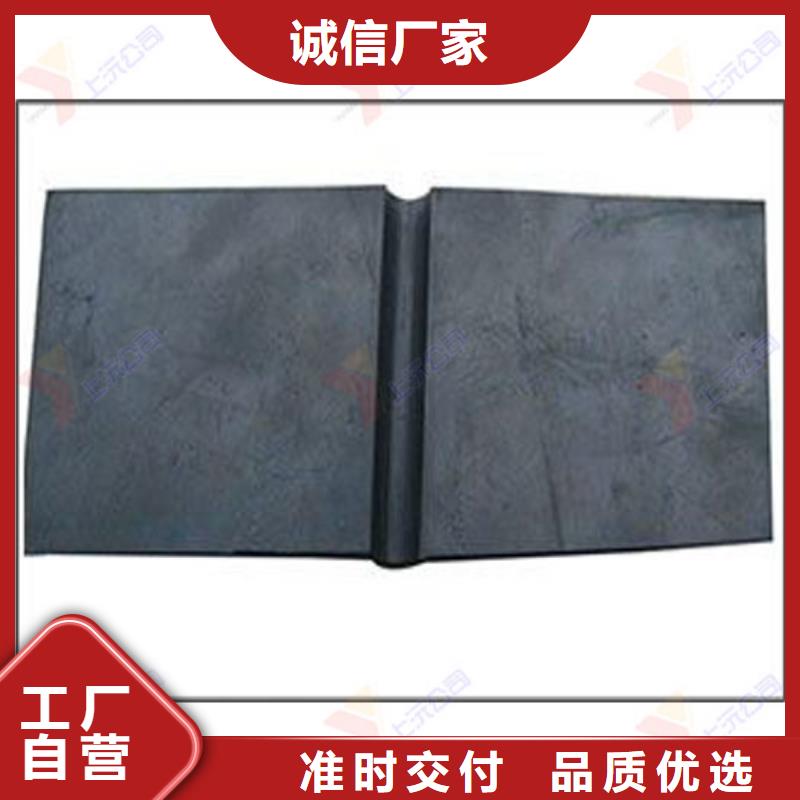
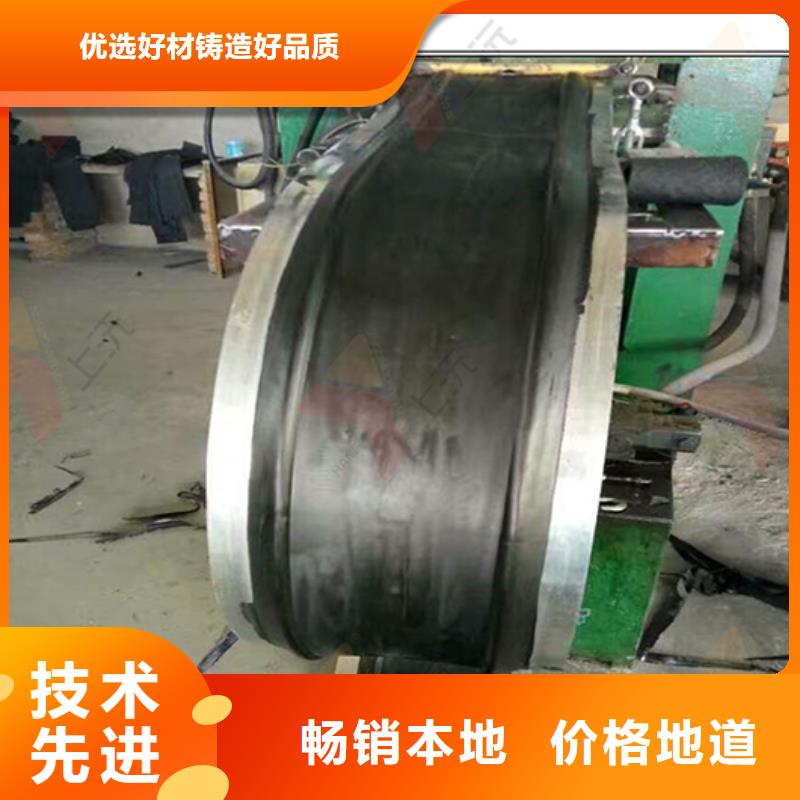
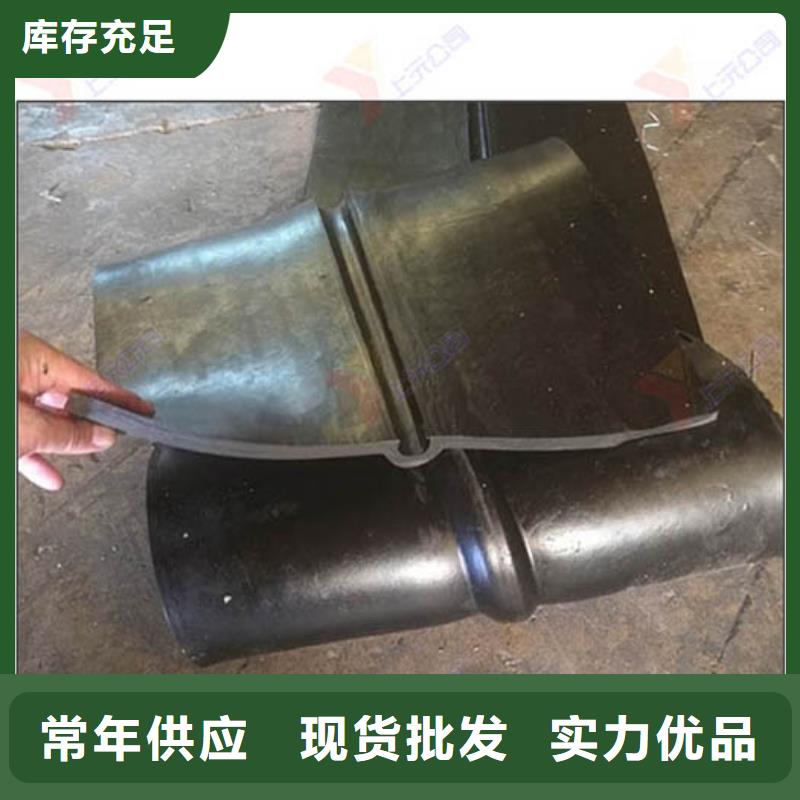
一、产品简介
止水带是利用橡胶的高弹性和压缩变形性的特点,在各种载荷下产生弹性变形,从而起到有效紧固密封,防止建筑构造的漏水,渗水及减震缓冲作用。在一般较大工程的建筑设计中,由于不能连续浇注,或由于地基的变形,或由于温度变化引起的混凝土构件热胀冷缩等原因,需留有施工缝、沉降缝、变形缝,在这些缝处必须安装止水带来防止水的渗漏问题。止水带主要用于混凝土现浇时设在施工缝及变形缝内与混凝土结构成为一体的基础工程,如地下设施、隧道涵洞、输水渡槽、拦水坝、贮液构筑物等。
二、技术标准
止水带的尺寸公差、技术要求、实验方法、检验规则符合国标标准GB18173.2-2000橡胶止水带全部要求。



止水带的选择:应根据构筑物的重要性等级,变形缝变形量及水压,止水带的适用工作环境,经济因素等条件综合考虑确定。
止水带材质的选择可按下列规定.
1、一般情况下多选用天然橡胶止水带.
2、当遇有弱酸酸、碱类腐蚀介质时,宜选用氯丁橡胶止水带.
3、当遇有油类介质时宜选用 橡胶止水带.
4、当遇有霉菌侵蚀的可能时,应考虑橡胶止水带的防霉性,其等级应达到2级2级以上.
5、当使用温度为:-25-60摄氏度时选用氯丁橡胶止水带,-35-60摄氏度时选用天然橡胶止水带,-40-60摄氏度时选用三元乙丙橡胶止水带


技术支持:s797.com